Introduction:
Weld lines in injection molded plastic parts can cause a localized reduction of mechanical properties. This loss of strength and impact resistance is a result of the lack of entanglement between polymer chains where two melt fronts meet. When an external load is applied to a weld line region, the part’s potential for mechanical failure is increased.
The injection molding process can be optimized to maximize weld line strength by increasing mold and melt temperatures, and by increasing pack pressure at the weld line. These processing changes will increase chain entanglement. Further improvements can be made my ensuring sufficient venting in the weld line area to avoid trapping air bubbles and choosing gate locations that maximize the meeting angle.
The addition of glass fibers to a thermoplastic resin can magnify the mechanical property loss at the weld line by diluting the concentration of polymer chains in the melt, thus reducing the potential for chain entanglement. Nonuniform fiber orientation at the weld line further contributes to the loss of strength and stiffness.
Material Evaluated:
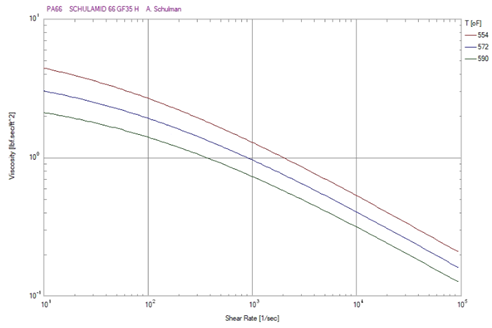
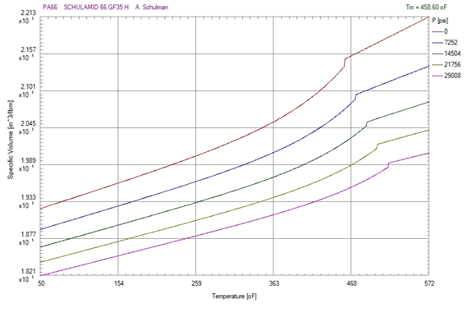
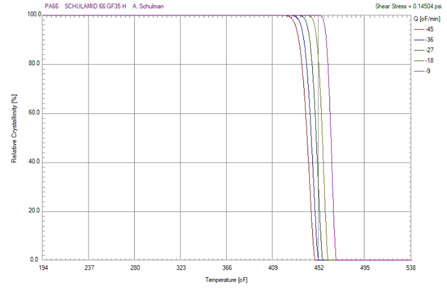
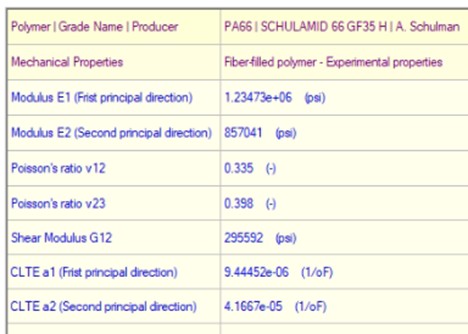
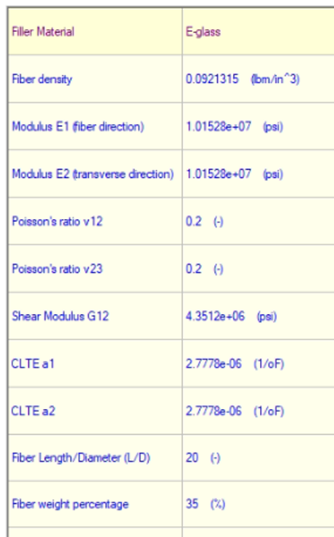
For this simulation study, PA66 Schulamid 66 GF35 H from A. Schulman was used. See Figures 1-5 for material properties.
Models:
The effect of part design on this material’s strength was analyzed using three different 1/8” thick ASTM Type I Tensile Bar models. The designs were as follows: one gate at the bottom, two identical gates – one at the top of the part and one at the bottom, and two identical gates plus an offset overflow well which is 66.67% of the wall thickness. The overflow well was offset to create an underflow effect through the core of the part after the weld line initially formed. The purpose of this study is to simulate the effect of the offset overflow well on the modulus of parts made with this semi-crystalline, glass-fiber-filled thermoplastic.
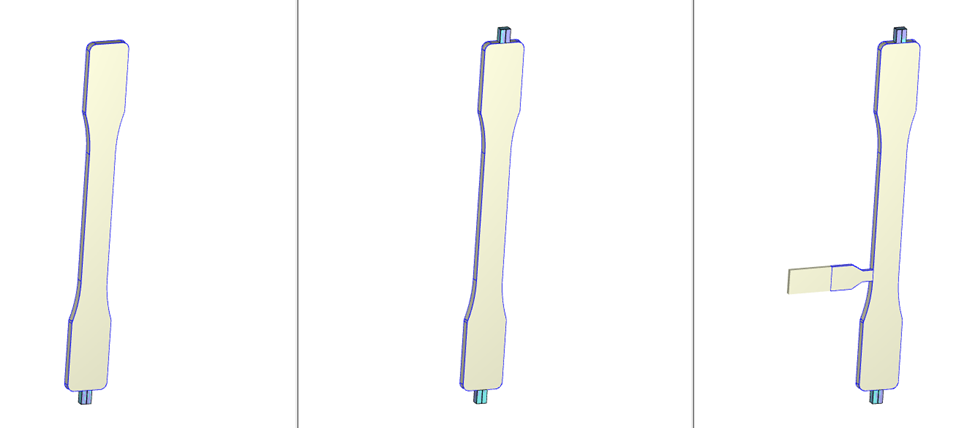
Figure 6: ASTM Type I Tensile Bar Models (Source: Moldex3D Studio 2021 R3 Project “20211021 Weld Line Strength”)
Simulation Results:
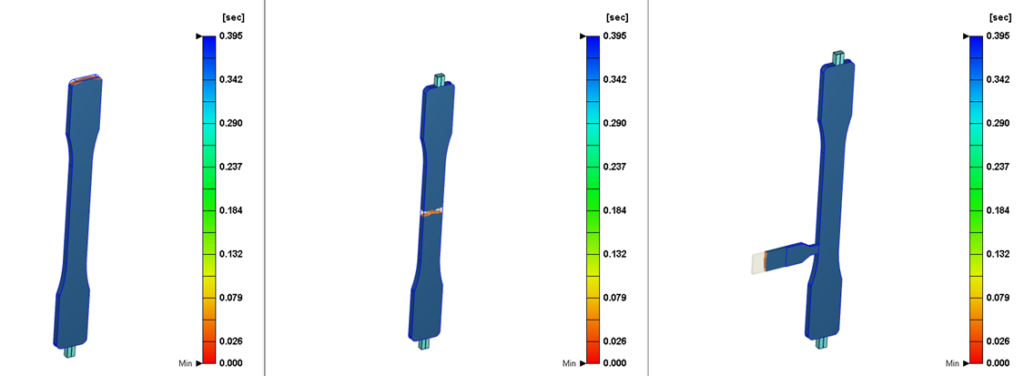
Model 1: EOF is on the opposite end of the bar from the gate. Model 2: EOF is at the center of the bar where the weld line forms. Model 3: EOF is in the overflow well. This is important because the goal of adding the overflow well is to have material flow through the center of the part after the weld line forms, referred to as ‘underflow,’ which reorients the glass fibers, thus increasing major modulus along the length of the part. If the overflow well were to fill before the weld line was formed, no underflow would occur.
Weld Line Location:
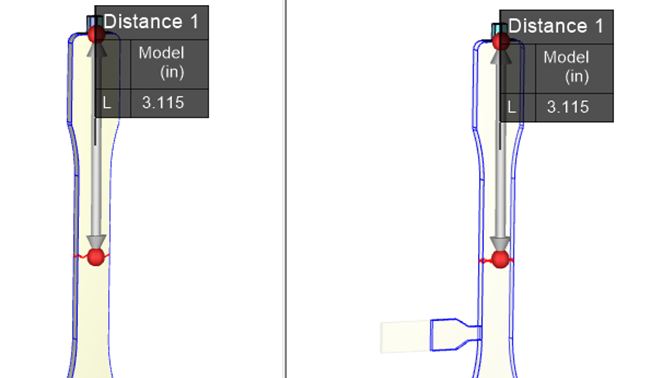
The addition of an overflow well has the potential to move the weld line location because it changes the way the part fills. In this case, the weld line location was unaffected by the part geometry change, as shown in Figure 8 which compares Model 2 to Model 3.
Particle Tracer from Weld Line:
See https://www.linkedin.com/posts/moldex3d-northern-america_moldex3d-plastics-simulationsoftware-activity-6892172748735488000-ZedP for an animation of this result.
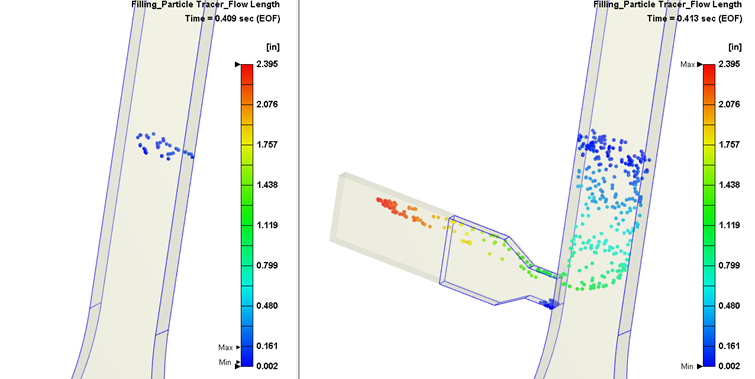
The Particle Tracer result in Moldex3D shows the flow length of particles originating from either the melt entrance or the weld line. In Figure 9, particles are traced from the weld line location. Model 2 shows negligible particle flow length after the weld line forms. Model 3 shows movement of particles through the center of the part, and into the overflow well. This movement changes the orientation of glass fiber in the melt, and also increases polymer chain entanglement.
Weld Line Meeting Angle:
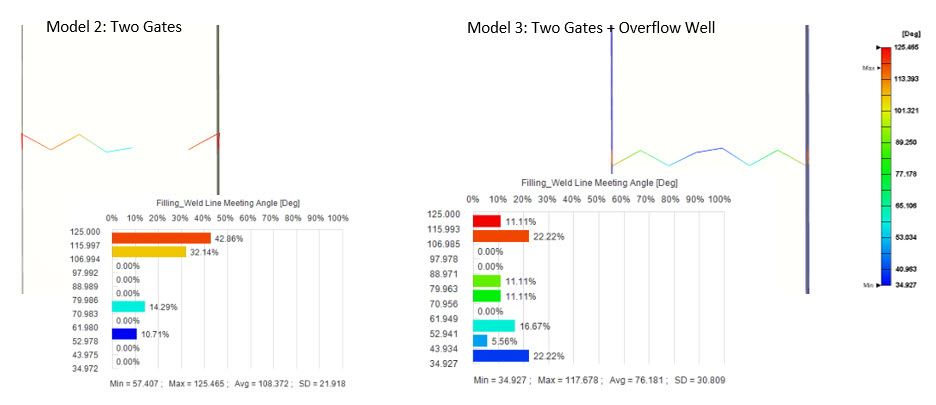
The Weld Line Meeting Angle is the meeting angle between two converging melt fronts, ranging from 0° to 135°. A weld line meeting angle of 180° indicates one melt front, whereas a 0° weld line meeting angle indicates a head-on collision of the two melt fronts, resulting in a weak butt-weld. Smaller weld line meeting angles lead to highly visible weld lines with a dramatic strength reduction. Larger weld line meeting angles are therefore preferred for aesthetic and structural reasons. In Figure 10, the bar charts show that the weld line meeting angle was reduced by the addition of the overflow well, which is undesirable.
Weld Line Temperature:
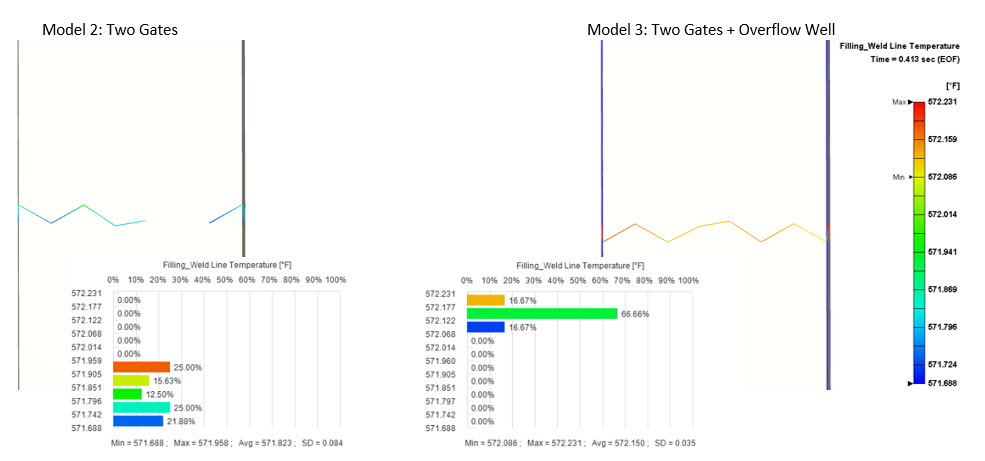
The Weld Line Temperature result in Moldex3D shows the temperature distribution across the weld line meeting area. An increase in weld line temperature may diminish the appearance of the weld line, but it should be noted that increasing melt temperature for this reason may increase potential for warpage. From Figure 11, the addition of the overflow well has increased the weld line temperature by approximately 0.25°F.
Fiber Orientation:
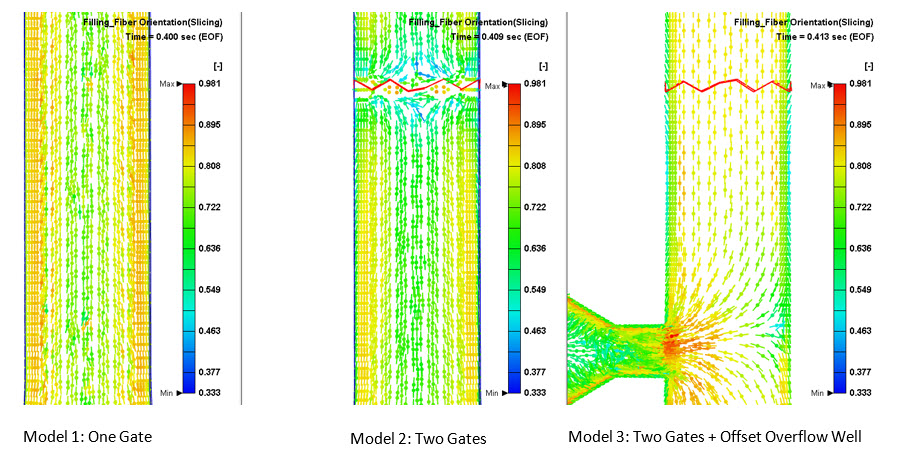
The Fiber Orientation result shows the direction vector for fibers at EOF or EOP. Figure 12 shows the orientation of glass fibers halfway through the thickness of the part at EOF. When the orientation value is 1, fibers are perfectly oriented in one direction, whereas an orientation value of 1/3 indicates perfectly random orientation. Model 1 shows a moderate-to-high degree of orientation, Model 2 shows more random orientation at the weld line, and Model 3 shows high orientation in the weld line location, but a shift in fiber vector direction near the overflow well entrance. The oriented fibers in the weld line location will reinforce the plastic, increasing the modulus.
Major Modulus:
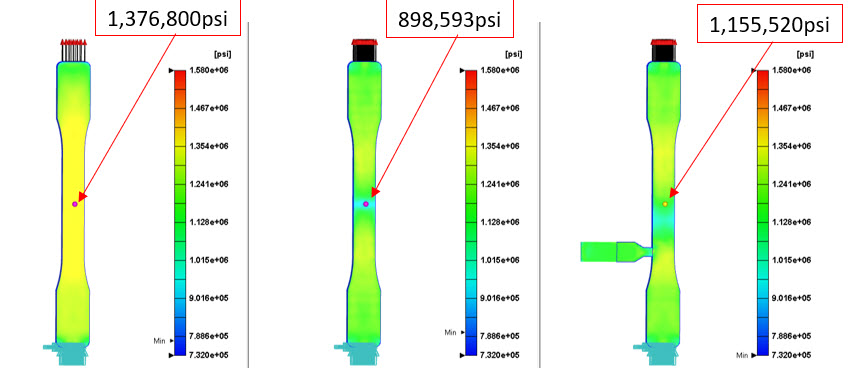
The Major Modulus result shows the modulus of the part in the direction of flow. Because the fibers have the highest degree of orientation in this direction, their effect on the stiffness of the part is the most significant in this direction. Model 1 shows the highest major modulus, which is consistent with the fiber orientation results seen in Figure 12. Model 2 shows a reduction in major modulus, with the most notable reduction at the weld line location. Model 3 shows a downward shift of the low-modulus region, as well as an increase in modulus at the weld line location when compared to Model 2.
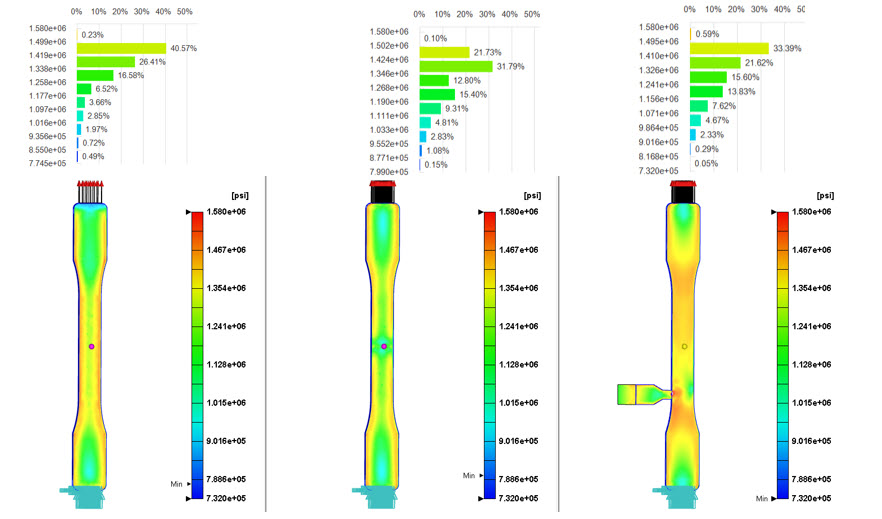
From Figure 13b, the bar charts above the models show the distribution of modulus values. Model 1 shows the highest amount of high-modulus area; Model 2 shows a reduction of high-modulus area, and Model 3 shows some recovery of high-modulus area compared to Model 2. Looking at the distribution across the part, the modulus in the weld line location of Model 3 is higher than that of Model 2.
From Figures 14 and 15, the addition of the offset overflow well has mitigated the loss of modulus at the weld line location.
Conclusion:
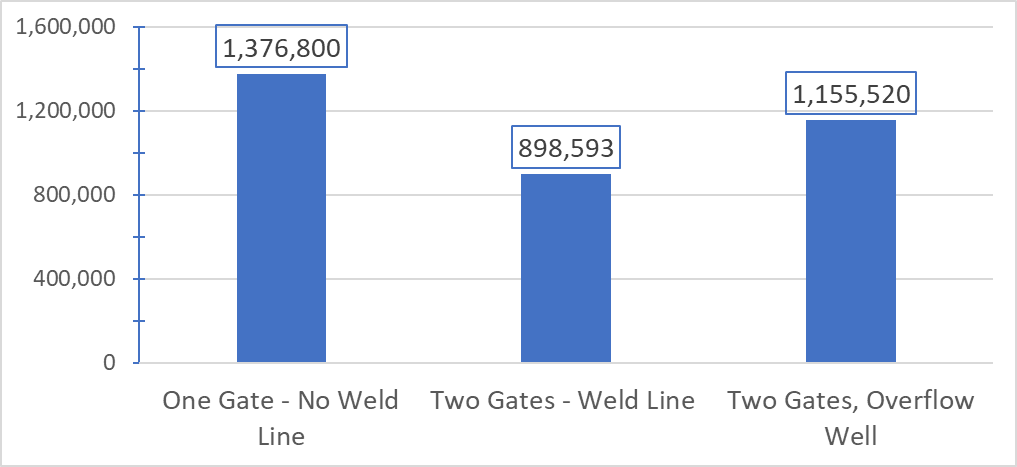
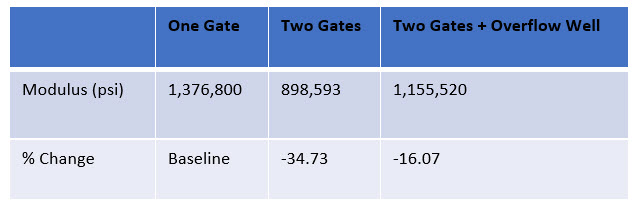
Offset overflow well use is an effective method for increasing the major modulus at the weld line location. In this case, a weld line at the center of an ASTM Type I Tensile Bar reduced the major modulus from 1,376,800 psi down to 898,593 psi, a 34.73% reduction in stiffness. The use of an offset overflow increased the major modulus at the weld line location to 1,155,520 psi, which is only a 16.07% decrease from the control tensile bar with no weld line. The location of the weld line may not change when an overflow well is implemented. Due to the fiber reorientation on the surface, as well as the small increase in weld line temperature, there is potential for cosmetic improvements of the weld line. Overflow well design should be optimized for each part design using simulation. More information can be found at Moldex3D.com.
Guest Post by: Moldex3D – For more details visit – https://www.moldex3d.com





{kind=link}